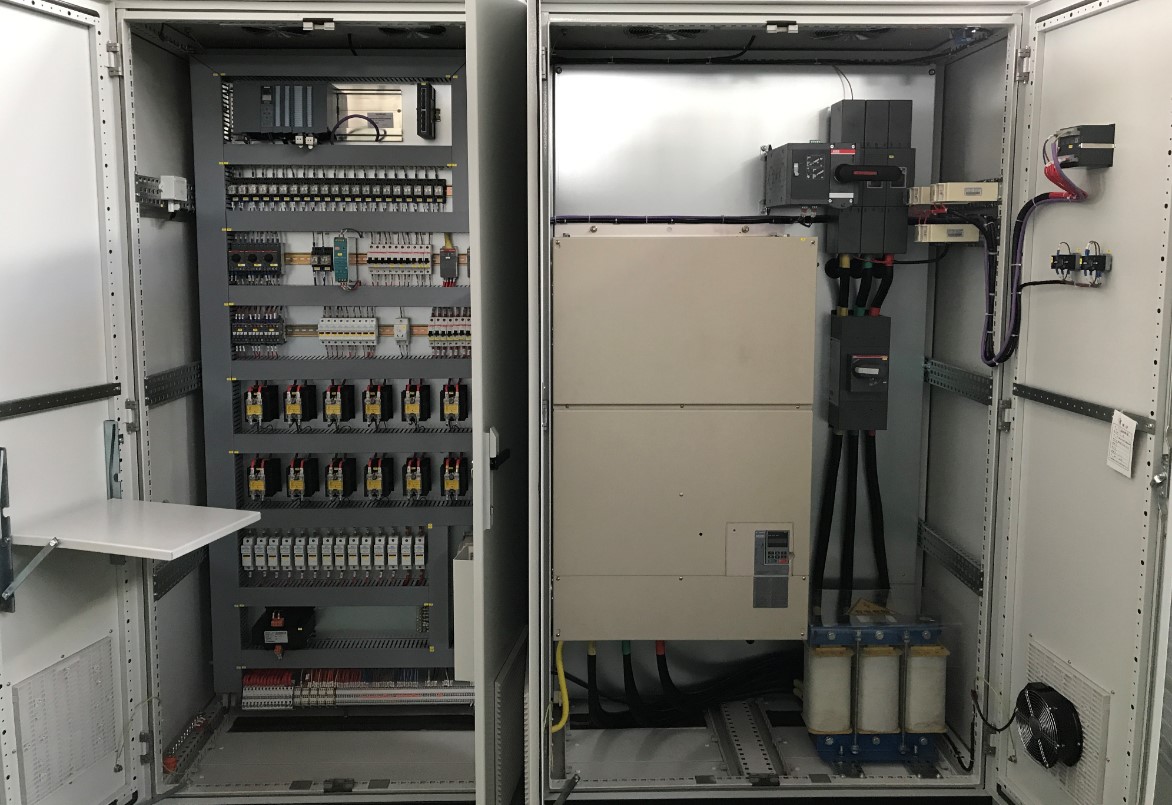
双螺杆挤出机控制系统,在硬件上主要集成在三个部分,一个是中央控制单元所在的PLC控制柜中,一个是主机变频器所在在变频控制柜中,再一个是在双螺杆挤出机的机身上。根据控制功能,也可以划分成两个部分。一是设备操作、保护和加热控制部分,这个部分包括了PLC控制柜和机身控制,二是主电机的驱动部分。目前****常见的控制部分主要有两个大类,一是基于温控表和继电回路的简单控制系统,硬件控制柜成为仪表控制柜;二是给予PLC和触摸屏的智能控制系统,也就是我们常说的PLC控制柜。而主机驱动部分,在2010年以前以直流驱动器驱动直流电机为主,2010年以后这主要是变频器驱动交流电机。
仪表控制柜中,基于温控表和继电回路的简单控制系统,温控一般采用双PID控制的温控表,温度传感器信号直接接入温控表中,温控表根据设定温度和实际温度进行PID运算,需要升温是输出加热信号驱动固态继电器运行,是电加热器通电运行;当需要冷却时,温控表冷却输出点接通,驱动电磁阀或者风机工作,实行冷却。现在市面上最常用的是OMRON温控表,带自整定功能,在设备安装到位后,按一下自整定,就可以实现精度很高的温度控制,使用非常方便。温控表的选型主要考虑外形尺寸、加热输出信号、电压、传感器输入类型等。设备的控制一般都采用启停按钮,通过继电器组成逻辑控制回路,实现一些需要互相保护的保护控制。
双螺杆挤出机控制系统越来越多的采用PLC控制,其优点就是操作简单,设备运行稳定,生产工艺参数可以采集和保存,主机和各种辅机之间的保护更加完善,可以和多组分的喂料机和混料机实现联控。如果基于挤出机PLC来控制整条造粒生产线,就可以实现设备层的数据采集监控。目前双螺杆挤出机挤出机广泛采用基于PROFINET网络的西门子1200或者1500PLC,建议采用尺寸在12寸的触摸屏,通过从站模块采集温度,通过以太网和其他设备之间联网。
双螺杆挤出机控制系统是一项专业性比较强的控制系统,南京锐聚机电有限公司从成立之初就致力于挤出机PLC控制系统的研发和销售,处于国内领先水平,为南京多家挤出机生产厂家和众多造粒设备厂家提供技术支持,包括总体方案制定、通讯协议规划、控制柜设计安装、PLC编程调试,南京锐聚有上千套挤出机PLC控制系统在使用中,积累了丰富的行业经验。
[上一篇:熔喷料设备控制系统说明]
[下一篇:从PLC控制柜谈挤出造粒车间网络规划]